Instrumentation and Measurement & Lab – Week #1 Lecture 1
Overview
1.1
Introduction
The technology
of controlling a series of events to transform a material into a desired end product
is called process control. For instance, the making of fire could be considered
a primitive form of process control. Industrial process control was originally
performed manually by operators. Their sensors were their sense of sight, feel,
and sound, making the process totally operator-dependent. To maintain a process
within broadly set limits, the operator would adjust a simple control device.
Instrumentation and control slowly evolved over the years, as industry found a
need for better, more accurate, and more consistent measurements for tighter
process control. The first real push to develop new instruments and control
systems came with the Industrial Revolution, and World Wars I and II added
further to the impetus of process control. Feedback control first appeared in
1774 with the development of the fly-ball governor for steam engine control,
and the concept of proportional, derivative, and integral control during World
War I. World War II saw the start of the revolution in the electronics industry,
which has just about revolutionized everything else. Industrial process control
is now highly refined with computerized controls, automation, and accurate
semiconductor sensors.
1.2 Control
Systems
Let’s start by
discussing an example of a control system that is encountered in everyday life.
Consider a simple heating system shown in Figure 1. The house, in a cold
climate, can be maintained near a desired temperature by circulating hot water
through a heat exchanger. The temperature in the room is determined by a
thermostat, which compares the measured value of the room temperature to a
desired range, say 64-72 oF. If the temperature below
64, the furnace and pump are turned on, and if the temperature is above 72, the
furnace and pump are turned off. If the temperature is between 64-72 oF, the furnace and pump status remains
unchanged. This approach is termed “ON/OFF” control and can be used when
precise control at the desired value is not required. Based on this example we
identify the following common control features:
- Control system uses a specific value or
range as the desired value for the controlled variable. The term set point
is usually used for the desired value.
- The conditions of the system are
measured; that’s all control systems use sensors to measure the physical
variables that are to be maintained near their desired values.
- Each control system has a control
calculation “algorithm”, which uses the measured and desired values to
determine a correction to the process operations. The control calculation
for the room heater is very simple (on/off) where the calculations used in
other systems may be very complex.
- The results of the control calculation
are implemented by adjusting some item of equipment in the system, which
is termed the final control element such as the furnace and pump switches.
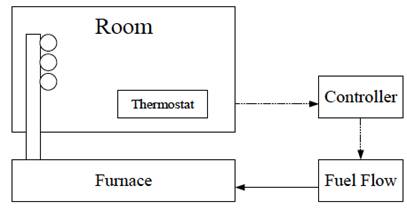
Figure 1: Feedback control for room temperature
These major
components are shown schematically in Figure (2), which can be used to
represent many control systems.
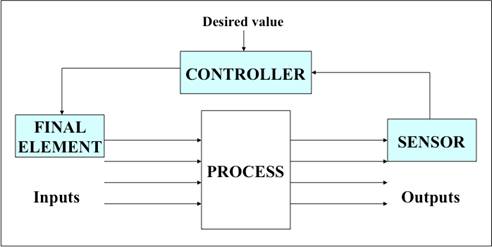
Figure 2: Schematic diagram of general feedback
control system
The given
control example have an additional feature that is extremely important. This is
feedback, which is defined as follows: feedback control makes use of an output
of a system to influence an input to the same system. In our example, the
temperature of the room is used, through the thermostat on/off decision to
influence the hot water flow to the exchanger. The importance of feedback can
be seen by considering the alternative without feedback. For example, an
alternative approach for achieving the desired room temperature would set the
hot water flow based on the measured outside temperature and a model for heat
loss of the house. This type of predictive approach is termed feed-forward
control. The strategy without feedback would not maintain the room near the
desired value if the model had errors-as it always would. Some causes of model
error might be changes in external wind velocity and direction or inflows of
air through open windows. On the other hand feedback control can continually
manipulate the final control element to achieve the desired value. Thus,
feedback provides powerful feature of enabling a control system to maintain its
desired value without requiring an exact plant model.
When used in
discussing control systems the terms input and output do not necessarily refer
to material moving into and out of the system. Here, the term input refers to a
variable that causes an output. In the room heating example, the input is the
fuel to the furnace, and the output is the room temperature. The casual
relationship inherent in the physical process forces us to select the input as
the manipulated variable and the output as the measured variable.
1.2.1.
Process – Control Principles
A key factor
in engineering is the design of the process so that it can be controlled well.
A more responsive plant would be easier to control. By responsive we mean that
the controlled variable responds quickly to adjustments in the manipulated
variable. Also, a plant that is susceptible to few disturbances would be easier
to control. Reducing the frequency and magnitude of disturbances could be
achieved by many means; a simple example is placing a large mixing tank before
a unit so that feed composition upsets are attenuated by the averaging effects
of the tank.
1.2.2
Servomechanisms
Another
commonly used type of control system, which has a slightly different objective
from process control, is called a servomechanism. A servomechanism,
sometimes shortened to servo, is an automatic device that uses
error-sensing negative feedback to correct the performance of a mechanism.
The term correctly applies only to systems where the feedback or
error-correction signals help control mechanical position, speed or other
parameters. For example, an automotive power window control is not a
servomechanism, as there is no automatic feedback that controls position—the
operator does this by observation. By contrast a car's cruise control uses
closed loop feedback, which classifies it as a servomechanism.

Figure 3: Servomotor
1.2.3
Discrete-State Control Systems
Discrete-state
control systems control a sequence of events, rather than regulation or
variation of individual variables. The starting and stopping of events is a
discrete-based system. The event is either true of false. This type of control
system can also be made automatic and is perfectly suited for computer-based
controllers.
1.3
Process-Control Block Diagram
As in other systems,
a block diagram may be used to model the process control system.
1.3.1
Identification of Elements
Process - The system which is
controlled is called the process, or sometimes the plant. The
output of the process is the variable or variables, such as the temperature,
level, flow, pH or pressure, which are desired to be controlled or regulated.
For example, to control temperature, heat must be added or removed from a
volume of chemical. The process may consist of the flow of steam or the flow of
cooling liquid or both. How the chemical responds to more steam flow or more
cooling liquid is the process.
Measurement
- The
conversion of the variable into some corresponding analog or digitally encoded
signal is a measurement. A sensor or transducer is a device that
performs this task. Further transformation may be required or signal
conditioning may be needed.
Error
Detector -
An error detector is required to determine if the measurement from the sensor
is above or below the desired setpoint, or if there is no error. In either case
the error is the signal that indicates that control action is required.
Controller
- The
controller examines the input from the error detector and determines what
action to take. The controller requires an input of both the measured
indication of the controlled variable and a representation of the setpoint.
Control
Element -
The final element in the process-control operation is the device that exerts a
direct influence on the process. The control element may also be referred to as
the final control element. Sometimes a device like a motor may be required to
control the speed of a conveyor or the position of a valve. This device is
referred to as an actuator.
1.3.2 Block
Diagram
The block
diagram provides a simpler overview of the system to be analyzed.
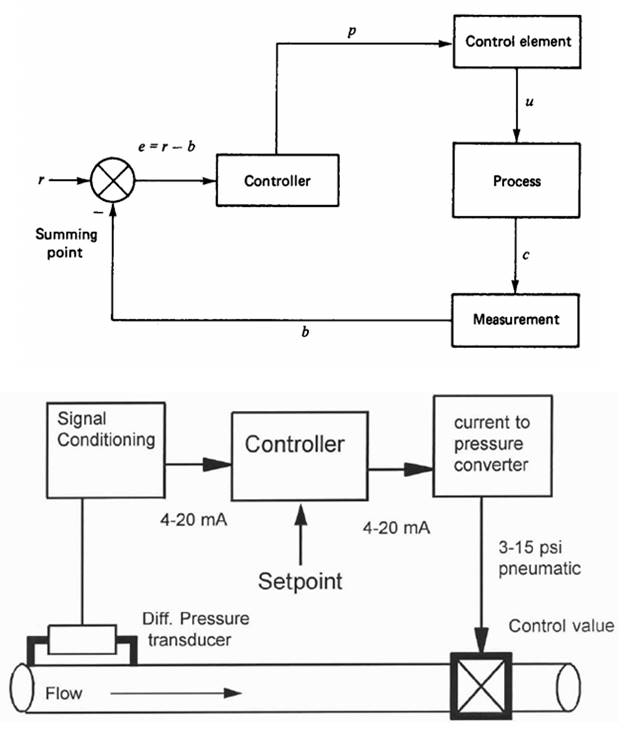
Figure 5: A practical system
The Loop - The process control
block diagram describes the flow of signals from the measured variable to the
error detector, the controller and to the final control element. In general,
this configuration is referred to as a control loop or feedback loop because we
determine an error and feed back a correction to the
process.
1.4 Control
System Evaluation
The variable
used to measure the performance of the control system is the error e(t),
which is the difference between the constant set point, or reference value, r,
and the controlled variable, c(t).
e(t) = r-c(t).
Since the
value of the controlled variable may vary with time, so may be error.
Control
System Objective -
The objective of a control system is best represented by three requirements:
- The system should be stable.
- The system should provide the best
possible steady state regulation.
- The system should provide the best
possible transient regulation.
1.4.1
Stability
The purpose of
the control system is to regulate the value of some variable. This requires
that action be taken on the process itself, in response to a measurement of the
variable. If this is done correctly, the control system can cause the process
to become unstable. The tighter we try to control the variable, the greater the
possibility of system instability. Typically, as the control system is adjusted
to give better control, the likelihood of instability also increases.
1.4.2
Steady State Regulation
The steady
state error is the error after the transient response has decayed, leaving only
the continuous response. In other words, it is the error after everything has settled
out. For instance, it might be the error remaining after oscillations in
the response have ceased. The objective of the best possible steady state
regulation simply means that the steady state error should be a minimum. When a
control system is specified, there will be some allowable deviation about the
set point. This means that variations of the variable within this band are
expected and acceptable.
1.4.3
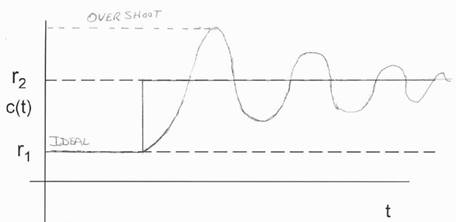
Transient Regulation
Transient
regulation specifies how the control system reacts to bring the controlled
variable to the new set point. Another type of transient influence is a sudden
change of some other process variable. The controlled variable depends on other
process variables. If one of them suddenly changes value, the controlled
variable may be driven to change also, so the control system acts to minimize
the effect. This is called transient response.
1.4.4
Evaluation Criteria
The question
of how well the control system is working is thus by (1) ensuring stability, (2)
evaluating steady state response, and (3) evaluating the response to set point
changes and transient effects. The term tuning is used to indicate how a
process control loop is adjusted to provide the best control.
Damped
Response -
If a system responds to a set point change or a transient disturbance with an
error of only one polarity (no oscillations), the system displays a damped
response. Different tuning will provide different values of maximum error.
Cyclic
Response -
If a system responds to either a set point change or a transient disturbance
with an oscillation of the error about the set point, the system displays a
cyclic response. Parameters of interest are the maximum error and the duration
of the oscillations, also called the settling time. The duration is measured
from the time when the allowable error is first exceeded, to the time when it
falls within the allowable error and stays. This response is modified by
adjusting the control loop parameters, which is called tuning. A number of
standard cyclic tuning criteria are used. Two common types are minimum area and
quarter amplitude. In minimum area, the tuning is adjusted until the net area
under the error time curve is minimum. The quarter amplitude criterion
specifies that each peak of the cyclic response shall be a quarter of the
amplitude of the preceding peak.
1.5 Analog
and Digital Processing
Variables are
analog in nature, and before digital processing evolved, sensor signals were
processed using analog circuits and techniques, which still exist in many
processing facilities. Most modern systems now use digital techniques for
signal processing.
1.5.1 Data
Representation
Analog Data: Signal amplitudes are
represented by voltage or current amplitudes in analog systems. Analog
processing means that the data, such as signal linearization, from the sensor
is conditioned, and corrections that are made for temperature variations are
all performed using analog circuits. Analog processing also controls the
actuators and feedback loops. The most common current transmission range is 4
to 20 mA, where 0 mA is a fault indication.
Digital
Data:
Signal amplitudes are represented by binary numbers in digital systems. Since
variables are analog in nature, and the output from the sensor needs to be in a
digital format, an analog to digital converter (ADC) must be used, or the
sensor’s output must be directly converted into a digital signal using
switching techniques. Once digitized, the signal will be processed using
digital techniques, which have many advantages over analog techniques, and few,
if any, disadvantages. Some of the advantages of digital signals are: data
storage, transmission of signals without loss of integrity, reduced power
requirements, storage of set points, control of multiple variables, and the
flexibility and ease of program changes. The output of a digital system may
have to be converted back into an analog format for actuator control, using
either a digital to analog converter (DAC) or width modulation techniques.
1.5.2
On/off Control
Room
temperature control utilizing a thermostat is an example of on/off control.
When the temperature drops below the set point, the thermostat turns the heater
on. When the temperature reaches the set point, the thermostat turns the heater
off. A dead band could be utilized in the thermostat to establish a
temperature range where no action will occur. Hysteresis means that the
behavior of the system is different at the same value of temperature, depending
on whether the temperature is increasing or decreasing.
1.5.3
Analog Control
True analog
control exists when all variables in the system are analog representations of
another variable.
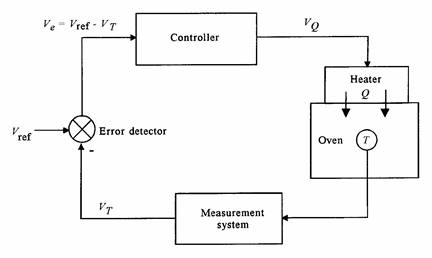
Figure 7: Analog control system such as this
allows continuous variation of some parameter, such as heat input, as a function
of error.
1.5.4
Digital Control
Digital
control involves the use of a computer in modern applications; although in the
past, digital logic circuits were also used.
Supervisory
Control -
Supervisory control means a remotely mounted controller could be monitored from
a central location, such as a control room. However, control still is executed
at the controller.
Direct
Digital Control -
As computers have become more reliable and miniaturized, they have taken over
the controller function.
Smart
Sensor -
With microprocessor large-scale integration, the controller can be embedded in
the sensor itself. The most current technology today is to interface smart
sensors in a local area network or field bus.
Networked
Control Systems -
In order to have coordinated control throughout a large plant site, digital
control units may be placed on a local-area network utilizing a variety of
carriers such as fiber optic cables, as well as metallic conductors. The most
commonly implemented standards are the Foundation Fieldbus and the Profibus.
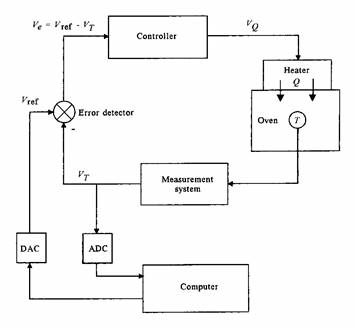
Figure 8: In Supervisory control, the computer
monitors measurements and updates setpoints, but loops are still analog in
nature.
1.5.5
Programmable Logic Controllers
Manufacturing
operations may be on/off in nature. In the past, much of this control utilized
relays. Computers have also taken over the operation of such relay logic
controllers. Special microprocessor based computers designed for discrete
control are called programmable logic controllers or PLC’s.

Figure 9: A Programmable Logic Controller
1.6 Units,
Standards, and Definitions
Common units,
standards and definitions are utilized in process control.
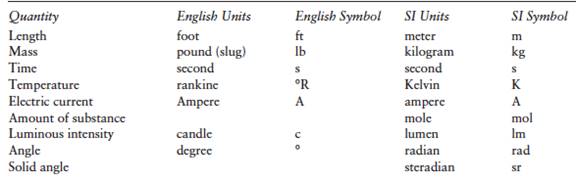
1.6.1 Units
A particular set
of metric units is used, called the international system or SI. It is also
important for the process control specialist to know English units and be able
to perform conversions between the SI system.
International
System of Units -
The international system is based on seven well-defined base units in two
supplementary, dimensionless units. Please refer to the table on page 22 in the
text.
Standard
metric prefixes are also applied to the standard units – refer to appendix 1.
1.6.2
Analog Data Representation
For
measurement systems or control systems, part of the specification is the range
of the variables involved. Two analog standards are in common use as a means of
representing the range of variables in control systems. For electrical systems,
we use a range of electric current carried in wires; and for pneumatic
systems (systems where air pressure and flow are used to measure, control and
interact with the process), we use a range of gas pressure carried in pipes.
Current
Signal -
The most common current transmission signal is 4 to 20ma.
Pneumatic
Signals -
In the United States, the most common standard for pneumatic signal
transmission is 3 to 15 psi.
1.6.3
Definitions
Following are
some common terms and expressions used to describe process control elements.
Error - When used for a
controlled variable and a control system, error is the difference between the measured
value of the variable and the desired value: that is, the reference or set
point value.
Block
Definitions -
Control systems are often described in terms of blocks. One block represents
the measurement, one the controller, and so on.
Transfer
Function -
The transfer function describes the relationship between the input and output
for the block. It is usually a mathematical expression that describes the
relationship.
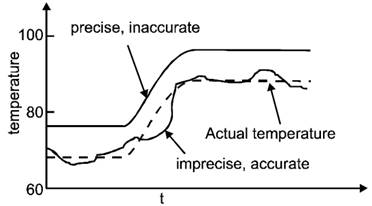
Accuracy - Accuracy is used to
specify the maximum overall error to be expected from a device. Accuracy is
usually expressed as the inaccuracy and can appear in several forms.
- Measured variable
- Percentage of the instrument full-scale
reading
- Percentage of instrument span
- Percentage of the actual reading
System
Accuracy -
Often, one must consider the overall accuracy of many elements in a process
control loop to represent a process variable. The best way to do this is to
express the accuracy of each element in terms of the transfer functions.
Sensitivity
-
Sensitivity is a measure of the change in output of an instrument for a change
in input.
Hysteresis
and Reproducibility -
An instrument may not have the same output value for a given input in repeated
trials. Such variation can be due to inherent uncertainties that imply a limit
on the reproducibility of the device. Hysteresis is when a different reading
results depending on whether the input value is approached from higher or lower
values.
Resolution
-
Measurement devices have a minimum measurable value of their input variable,
which is called the resolution.
Linearity - A linear relationship
between two variables results in a straight-line. A linear relationship between
input and output is highly desirable.
1.6.4
Process Control Drawings
Process control
drawings employ a standard set of symbols and definitions to represent a plant
and its associated control systems. This standard was developed by the American
National Standards Institute and the Instrumentation Systems and Automation
Society (ISA). Detailed process control diagrams are shown on what are called
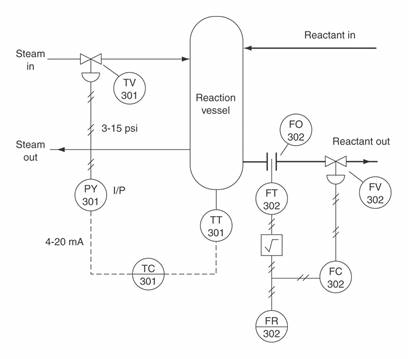
piping and instrumentation diagrams or P&ID drawings.
Essential
Elements -
The P&ID depicts the entire plant and associated control systems. This
includes plant operating units, product flow lines, measurement and control
signal lines, sensors, controllers, final control elements, computers and
programmable logic controllers.
Instrument
Lines Symbols -
The standard current signal is represented as a dashed line. A pneumatic signal
is represented as a line with crosshatches. A digital data line to or from a
computer is represented as a solid line with small bubbles.
Other
Symbols -
Refer to appendix 5 for the symbols defined by the standard.
1.7 Sensor
Time Response
A sensor also
has a time constant that specifies how the output changes in time when the
input is changing in time. This dynamic transfer function, which is independent
from the static transfer function, is often simply called the time response. It
is particularly important for sensors because they are the primary element for
providing knowledge of the controlled variable value.
1.7.1
First-Order Response
The simplest
time response is the first order response. The time response is determined by
the solution of a first-order differential equation.
Time
Constant -
The time constant r is part of the specification of the sensor. The time
constant is sometimes referred to as the 63% time, the response time, or the
e-folding time.
Real-Time
Effects -
The concept of an exponential time response and associated time constant is
based on a sudden change of the input value. In the real world, such
instantaneous changes occur rarely, if ever, and thus a worst-case situation in
the time response.
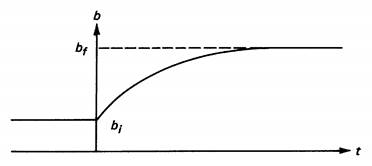
Figure 12: First-order response
1.7.2
Second-Order Response
Some sensors
oscillate for a time before settling down to a value that corresponds to the
new input. Such oscillation and decay is a function of the sensor. This is
called a second-order response. Such a transducer will track the input when the
input changes in a time that is greater than the period represented by the
natural frequency. The damping constant defines the time one must wait for a
disturbance at t=0 for the transducer output to be a true indication of a
transducer input.
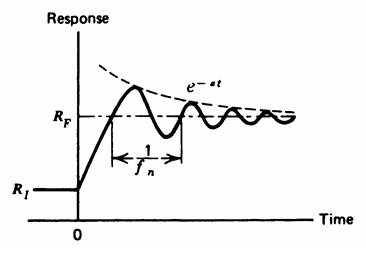
Figure 13: Second-order response
1.8
Significance and Statistics
1.8.1
Significance in Measurement
The number of
significant figures is indicated either by readability, in the case of analog
instruments, or by the number of digits, in a digital instrument.
Significance
in Calculations -
In calculations, the answer can have no more significance than the least of the
numbers used in the calculation.
Significance
in Design -
Whenever measurement is suggested, the figures given are assumed to be the
significant figures.
1.8.2
Statistics
Confidence in
the value of a variable can be improved by elementary statistical analysis of
measurements.
Arithmetic
Mean -
If many measurements of a particular variable are taken, the arithmetic mean
may be calculated to obtain an average value for the variable.
Standard
Deviation -
Often, it is insufficient to know the value of the arithmetic mean of a set of
measurements. To interpret the measurements properly, it may be necessary to
know something about how individual values are spread out about the mean. The
standard deviation of a group of variables will give an indication of this
distribution.
Interpretation
of Standard Deviation - Under certain assumptions, the standard deviation and data
are related to a special curve called the normal probability or bell curve. If
this is true, then 68% of all readings lie within one standard deviation of the
mean, 95.5% of all readings lie within two standard deviations of the mean and
99.7% of all readings lie within three standard deviations of the mean.
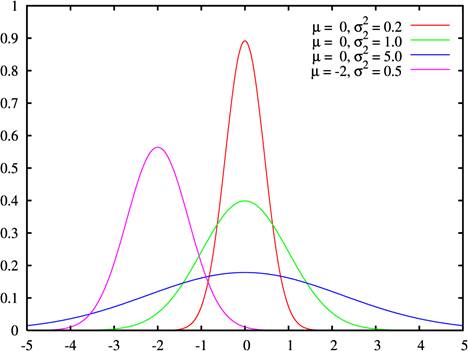
Figure 14: Four different sensors having
different standard deviations.
